Floculadores Más información? Envíenos un email o consulte via nuestro buscador PocketArchie - La Mejor Manera de Usar Nuestra Colección!
|
En los casos que mencionaremos, los floculadores, sean de tipo mecánico, hidraúlico o neumático, estarán participando en algún tipo de tratamiento de agua, sea potabilización o aguas residuales. Sin dejar de mencionar su participación en instancias que implementen un proceso de denitrificación, remoción de fósforo o metales pesado, en este material orientaremos mayoritariamente a las operaciones clásicas de floculación en plantas de tratamiento de agua o potabilización. Para el caso de ablandamiento de agua mediate resinas puede verse el minisitio de ablandadores.
De alguna manera también vamos a suponer que nuestra “maquinaria”, ie. los floculadores, van a básicamente responsabilizarse del tratamiento del material coloidal (entre 10^-8 y 10^-5m) y/o los sólidos suspendidos más finos, i.e. en la frontera con los anteriores.
Con esta asignación, si se quiere un poco arbitraria, podemos allanarnos el camino y presentar las siguientes dos definiciones: coagulación, como la neutralización [química] de partículas cargadas y aglomeración inicial de material coloidal y/o sólidos suspendidos más finos; y floculación, como la aglomeración sostenida o progresiva de particulado, formando flóculos, mediante mezclado físico, con o sin el agregado de aditivos químicos.
Los sólidos suspendidos de “mayor tamaño” configuran una masa que es susceptible de la acción de la gravedad, dando lugar si se quiere a una floculación por decantación. En el caso del material coloidal, así como los sólidos o partículas suspendidas más finas, los efectos de superficie son más significativos y pueden involucrar la necesidad de emplear aditivos químicos para contrarrestar las fuerzas que tienden a separar las partículos, por ejemplo, carga eléctrica.
Dentro de los aditivos químicos podemos anotar los agentes coagulantes, e.g. sulfatos y/o cloruros de aluminio o hierro. Es común también el empleo otros aditivos, como por ejemplo polielectrolitos para auxiliar la formación o manutención de flóculos. Tanto el tema de coagulantes como floculantes es una verdadera especialidad. Dado que en cierta manera el objetivo de cualquier planta es retener el material coloidal y particulado, la única manera de disminuir los residuales de una planta de tratamiento es precisamente el empleo de una dosificación optima – lo que agreguemos se suma!
Tanto se trate del tratamiento de aguas superficiales como el tratamiento de aguas subterráneas, es muy probable que el tren de tratamiento elegido incluya floculación.
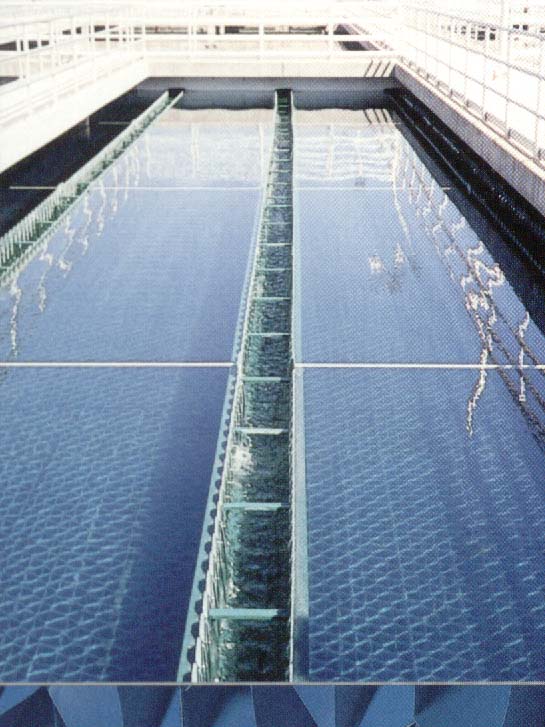
En el caso de aguas de superficie, característicamente con mayor variabilidad, un circuito clásico podría ser la secuencia toma de agua/cámara de mezcla rápida (“flash” o “rapid mix”), floculadores, clarificador, filtro rápido de arena y desinfección. En el caso de aguas con un alto contenido orgánico o lodos, es común incluir un clarificador primario. Es también común estructuras la planta en dos plantas en “serie” de manera de tener “mayor capacidad de maniobra.”
En el caso de aguas subterráneas, puede requerirse pretratamiento mediante aireación (e.g. presencia de hierro; prácticamente sin oxígeno disuelto), ablandadores (e.g. presencia de Ca y/o Mg). En el caso de aguas subterráneas es común el empleo de diseños que incluyen los procesos unitarios de mezcla rápida, floculación y clarificación compartiendo una misma estructura o tanque, en oposición a digamos la clásica disposición “in line.”
Dentro de los trenes de tratamiento podemos probablemente concentrarnos en tres variantes:
tratamiento completo incluyendo cámara de mezcla rápida (“flash” o “rapid mix”), floculadores, clarificador, filtro rápido de arena;
filtración directa, prescindiendo del clarificador
filtración de tipo contacto, prescindiendo del floculador y el clarificador.
 El tratamiento completo, con sus pautas o
criterios de diseño más usuales, así como sus configuraciones
alternativas, será presentado en detalle en Aplicaciones. Los trenes de tratamiento de filtrado directo son aplicables
a aguas de superficie de bajos indices de turbidez y color, típicamente
menos de 5 unidades para turbidez y 40 unidades en el caso de color. Una planta de tratamiento recibiendo en forma sostenida una
alimentación con valores de turbidez por encima de 15 unidades
experimentará problemas en la operación que hubiesen sido evitables
incluyendo un clarificador. Por
otra parte, el empleo de módulos de decantación acelerada ha
permitido reducciones en el tiempo de retención del orden de 50%, e.g. aún
suponiendo una tasa hidráulica ascendente en el clarificador de 3 gpm/sq.ft.,
las condiciones de flujo laminar se mantienen en forma adecuada, siendo
que resulta un número de Reynolds de 139.
El tratamiento completo, con sus pautas o
criterios de diseño más usuales, así como sus configuraciones
alternativas, será presentado en detalle en Aplicaciones. Los trenes de tratamiento de filtrado directo son aplicables
a aguas de superficie de bajos indices de turbidez y color, típicamente
menos de 5 unidades para turbidez y 40 unidades en el caso de color. Una planta de tratamiento recibiendo en forma sostenida una
alimentación con valores de turbidez por encima de 15 unidades
experimentará problemas en la operación que hubiesen sido evitables
incluyendo un clarificador. Por
otra parte, el empleo de módulos de decantación acelerada ha
permitido reducciones en el tiempo de retención del orden de 50%, e.g. aún
suponiendo una tasa hidráulica ascendente en el clarificador de 3 gpm/sq.ft.,
las condiciones de flujo laminar se mantienen en forma adecuada, siendo
que resulta un número de Reynolds de 139.
Aún cuando las reacciones químicas involucradas en la coagulación son prácticamente instantáneas, la cámara de mezcla rápida se dimensiona con tiempos de detención entre 10 a 30 segundos, aplicándose valores de densidad de potencia (e.g. HP per cu.ft. o kW per m3) relativamente elevados. Una mejor medida de mezcla, y en cierta manera un criterio más feliz, al incluir viscosidad del fluído, está dada por el parámetro G, definido a continuación:
G = ( P / (µ * V)^0.5
siendo P potencia aplicada al líquido, µ viscosidad absoluta y V volumen de la celda.:
En el caso de agitadores de mezcla rápida, el G seleccionado puede oscilar entre 300 y 1,000 s-1.
El proceso de floculación “propiamente dicho”, i.e. conformación y aumentación de flóculos, depende del tiempo, por lo que el dimensionamiento de los tanques floculadores prescribe tiempos de detención sensiblemente mayores, e.g. entre 10 y 40 minutos, siendo 30 minutos un buen valor en ausencia de especificaciones que en realidad resultan de trabajo de laboratorio. Es frecuente y altamente recomendable, estructurar el proceso de floculación en etapas, preferiblemente 3. En el caso de plantas pequeñas, e.g. 3785 m3/día, puede ser aceptable un diseño con sólo 2 zonas. Es entonces frecuente encontrar proyectos de floculación escalonada especificando un G para cada etapa, por ejemplo 50/35/20 o 75/50/35. Obviamente esto deberá ser especificado por el proyectista para una correcta selección del equipamiento.
El producto del gradiente por el tiempo de detención, G*t, es un criterio o pauta auxiliar de empleo frecuente, variando desde 40,000 hasta 200,000 según la aplicación. Es importante notar que por sí sólo, puede no ser un indicador correcto. Basta comparar los resultados de dos diseños con igual G*t, uno de ellos empleando un G el doble del otro y un tiempo de retención la mitad. Ambos procesos tendrán el mismo G*t pero el diseño con mayor tiempo de retención tenderá a generar flóculos de más fácil sedimentación.
A grosso modo podemos anotar tres grandes clases de floculadores: hidráulicos, mecánicos y neumáticos.
Los floculadores hidráulicos, basados en cambios de dirección para lograr el cometido de mezcla y floculado han sido empleados históricamente. De todas maneras, las pantallas o baffles empleados en las plantas contemporáneas estarían dentro de esta “tecnología”. Gradualmente debieron ceder su posición debido a menores posibilidades de control de proceso.
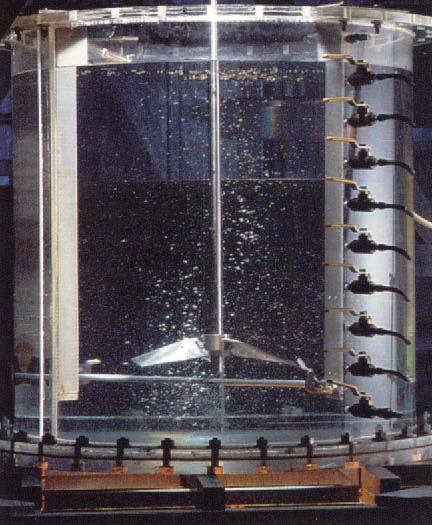
Tomando la floculación como formación y aumentación de flóculos, en cierta manera las celdas de flotación representan implementaciones de tipo neumático, aunque en realidad se trata de presurización de líquido (ley de Henry para gases de baja solubilidad en un circuito de líquido) y no empleo de difusores convencionales de aireación (circuito netamente neumático alimentado por sopladores).
 Probablemente los floculadores mecánicos constituyan
la alternativa contemporánea en la mayoría de los casos. Dentro de los floculadores de tipo mecánicos podemos
destacar los floculadores de paletas o listones, floculadores tipo turbina,
y configuraciones de flujo axial contando con hélices de distinto tipo,
i.e. turbina con palas dispuestas con una inclinación determinada (e.g.
32°/45°), y diseños especiales, e.g. hydrofoils.
Probablemente los floculadores mecánicos constituyan
la alternativa contemporánea en la mayoría de los casos. Dentro de los floculadores de tipo mecánicos podemos
destacar los floculadores de paletas o listones, floculadores tipo turbina,
y configuraciones de flujo axial contando con hélices de distinto tipo,
i.e. turbina con palas dispuestas con una inclinación determinada (e.g.
32°/45°), y diseños especiales, e.g. hydrofoils.
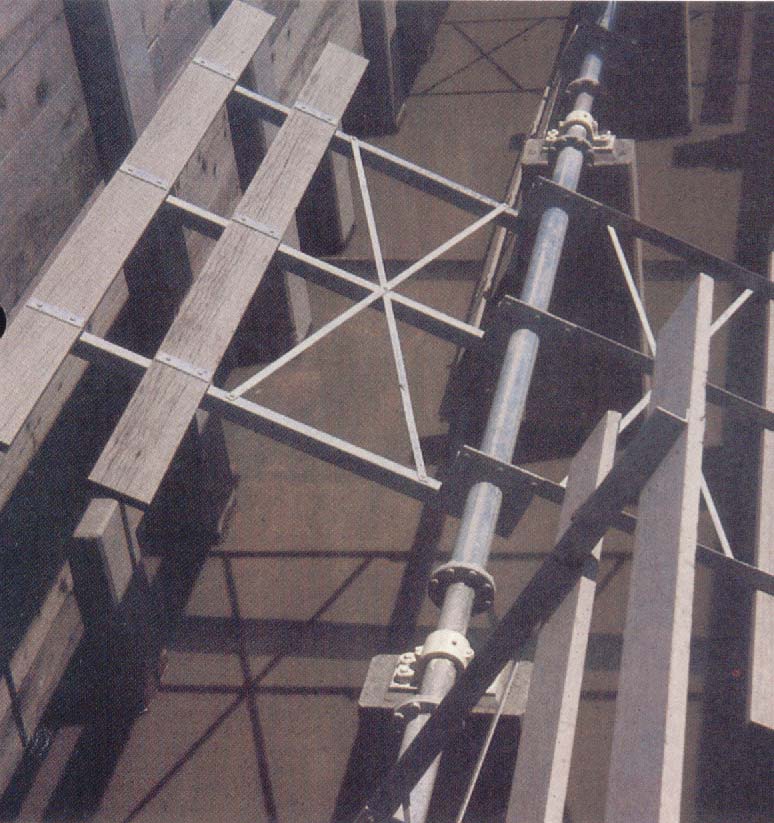
El diseño de floculadores de paletas o listones, en su configuración con eje horizontal, es probablemente el sistema más difundido. Las velocidades de rotación oscilan típicamente entre 2 y 8 rpm, y la potencia aplicada al agua está determinada por las fuerzas de resistencia. Como se ha mencionado anteriormente, el proceso de floculación de procura implementar con 2, 3 o incluso 4 etapas, de manera de tener una gradación o escalonado de densidades de potencia en cada zona con especificaciones para los distintos gradientes, e.g. 45/20/10, 50/35/20, 75/50/35. Probablemente no resulte conveniente exceder 75 así como mantenerse con velocidades periféricas no mayores a 3 fps para evitar destrucción de flóculos. Este tipo de floculadores no es empleable en aplicaciones de tipo denitrificación o en las cuales sea importante mantener sólidos en suspensión. La disposición de varios floculadores compartiendo el mismo eje horizontal permite la operación mediante un número menor de accionamientos. Si bien existen configuraciones de “árboles” de floculadores, la configuración de eje vertical más común es con accionamiento individual.
Los floculadores de tipo turbina pueden ser empleados en casi todos los casos, especialmente los diseños de eje vertical. Al igual que en el caso anterior, las configuraciones de eje vertical son de mantenimiento facilitado, al no haber rulemanes o cadenas bajo agua, aunque involucran accionamiento individuales y estructuras de soporte tipo puente. Según el porte del proyecto, los números favorecerán uno u otro caso. La velocidad de rotación de los floculadores tipo turbina es del orden de 10 a 20 rpm y cota recomendable para velocidad periférica del orden de 5 fps. A diferencia del floculador de paletas, el floculador tipo turbina imprime movimiento al fluído que mantiene material particulado en suspensión.
 Dentro de las alternativas “hydrofoil”, existe
una verdadera variedad de diseños especializados que incluyen helices de
flujo axial y bajo nivel de destrucción de flóculos. Estos diseños lo que buscan es disminuir turbulencia y desagregado
así como maximizar la cantidad de líquido bombeado. Nuevamente podemos tener el caso de dos diseños con idéntico G y
velocidad periférica pero teniendo capacidades de bombeo notablemente
distintas, e.g. 5 veces más.
Dentro de las alternativas “hydrofoil”, existe
una verdadera variedad de diseños especializados que incluyen helices de
flujo axial y bajo nivel de destrucción de flóculos. Estos diseños lo que buscan es disminuir turbulencia y desagregado
así como maximizar la cantidad de líquido bombeado. Nuevamente podemos tener el caso de dos diseños con idéntico G y
velocidad periférica pero teniendo capacidades de bombeo notablemente
distintas, e.g. 5 veces más.
Generalmente cada floculador estará provisto de algún tipo de variador de velocidad de manera de poder optimizar el proceso. Las alternativas incluyen desde dispositivos manuales hasta variadores de frecuencia.