www.FiltrosFaseGas.com
filtros fase gas fundamentos y aplicaciones






Fundamentos
|
|
|
||||||||
|
www.FiltrosFaseGas.com
|
|||||||||
|
filtros fase gas fundamentos y aplicaciones |
|||||||||
|
|
|
|
|
|
|||||
| |
|||||||||
|
|
|||||||||
|
|
Fundamentos |
|
|||||||
| B&B LatAm TOP 5 | |||||
|
|
|||||
|
A grandes rasgos podemos decir que el tratamiento de gases, i.e. fase gas, puede procurar atender tres objetivos:
Hemos considerado conveniente restringir el alcance de este librillo a tecnologías fundamentalmente orientadas a cubrir el primer objetivo, i.e. remoción de particulado, pudiendo mencionar sin un orden de preferencia:
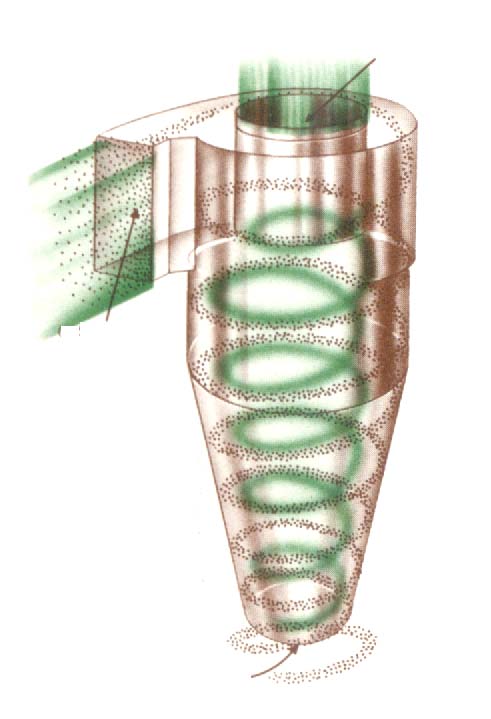
Con mayor o menor eficiencia, es obvio que cualesquiera de las alternativas mencionadas concurrentemente contribuye a la remoción de digamos, constitutivos ácidos. Sin embargo, las diferencias de eficiencias al menos a nivel de proceso unitario, recomiendan el tratamiento del tema, especificamente lavado de gases, en forma separada. Por otro lado, también hemos preferido no incluír en la cobertura de filtros fase gas las tecnologías de remoción de compuestos orgánicos volátiles. Más allá de las características individuales, e.g. principio de funcionamiento, materiales de construcción, requerimientos energéticos, es posible cotejar o comentar las distintas alternativas de filtros fase gas básicamente teniendo en cuenta la caracterización o distribución de diámetros del partículado presente en el caudal a tratar. Así, si el proceso industrial involucra particulado con diámetros mayormente superiores a 10 µ, probablemente se especifique una etapa de separadores de tipo ciclón. Este marco puede frecuentemente responder a un interés en recuperación de material/producto, i.e.. cuando el constitutivo tiene alto valor, e.g. plata. La eficiencia de captura de un ciclón determinado decrece al disminuir el diámetro de partícula lo cual puede descartar la alternativa en otro contexto. Tanto las ventajas competitivas como las contraindicaciones de los distintos tipos de filtros fase gas, i.e. ciclones, filtros de mangas, lavadores de gases tipo venturi, precipitadores electrosáticos, son hoy en día razonablemente conocidas. FUNDAMENTOS SEPARADORES CICLóNICOS Los separadores ciclónicos o ciclones, pueden clasificarse a grosso modo en tres tipos:
En general puede decirse que los ciclones son fundamentalmente empleados en la remoción de partículas con diámetros rondando 10 µ. En muchos casos son empleados para disminuir la carga de procesos posteriores de filtrado, e.g. filtros de mangas. De todas maneras, y naturalmente relevando los distintos requerimientos energéticos según sea el rango de diámetros de particulado a capturar, e.g. 2.5 µ, 10µ, 10+µ, los ciclones son una alternativa extremadamente popular, sin partes móviles, con muy pocos requerimientos de mantenimiento, bajo costo de capital e interesantemente recolección en seco. Los separadores ciclónicos pueden no ser recomendados en aplicaciones que involucren material con características adhesivas o aceitosas. A los efectos constructivos/diseño puede tomarse una velocidad de ingreso de gas de 60 fps (= 3600 fpm - 18.3 m/s) aunque naturalmente pueden considerarse rangos de admission, e.g. entre 15 y 20 m/s.. Si bien existen desarrollos importantes en cuanto a la teoría de separación ciclónica, fundamentalmente variantes de la ley de Stokes, se ha visto extremadamente conveniente (y razonablemente buen predictor en la práctica) el empleo de una fórmula totalmente empírica: eficiencia = (d/dc)^2/ ( 1 + (d/dc)^2 ) siendo d = diámetro de partícula dc= diámetro de corte, definido como aquel diámetro para el cual el 50% de partículas es capturado La introducción del concepto de diámetro de corte, aunque tal vez un poco artificiosa inicialmente, permite sin embargo una excelente especulación de posibles contextos de operación., por lo que incluímos una buena definición de trabajo a continuación: dc
= diámetro de corte
= ((9*Ancho*Viscosidad/(2*3.1415*N*Vc*DensidadP))^0.5/3.28)*10^6 siendo Ancho = ancho de la ventana de admisión Viscosidad = viscosidad del gas N = cantidad de vueltas del gas dentro del ciclón, e.g. 5 Vc = velocidad de ingreso/admisión DensidadP = densidad de sólido/partículas Determinado el diámetro de corte, posteriormente puede graficarse la eficiencia de captura o remoción esperada correspondiente a cada diámetro, obteniéndose curvas como la que se ilustra a continuación.
Finalmente podemos estimar la caída de pérdida asociada mediante la fórmula clásica: deltaP = K * ( densidad del gas * velocidad de admisión ^2 / 2) Desarrollaremos en detalle una ilustración del sector minería en la sección de Aplicaciones.
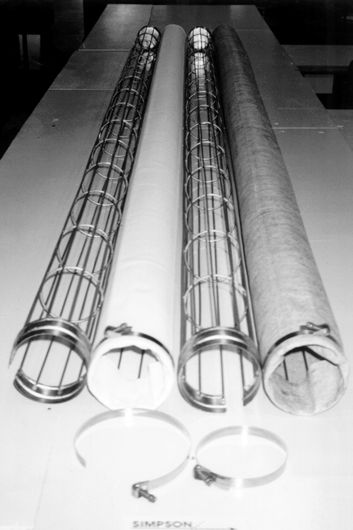
FUNDAMENTOS FILTROS DE MANGAS El filtrado de fase gas empleando filtros de mangas es en realidad una adaptación de un proceso intermitente o discreto, i.e. secuencias de ciclo de filtrado durante un determinado período de tiempo, usualmente dictado por cotas en la caída de presión admisible, y etapas delimpieza subsiguiente. A los efectos de lograr una continuidad en el servicio se ha optado operar o diseñar tradicionalmente en una de dos maneras:
El método de limpieza empleado de alguna manera ocasiona la clasificación tradicional de los filtros de mangas, a saber:
Si bien la clasificación parece ser aparentemente trivial, los mecanismos de colección de partículas involucrados son fundamentalmente distintos. Mientras que en los filtros de mangas de limpieza mecánica y los filtros de mangas de inversión del ciclo el filtrado se realiza mediante la formación de una capa del propio material particulado (la malla o teijdo es un mero sustrato o soporte para la formación de dicha capa o si se quiere, “precapa”), en las alternativas de filtros de mangas de limpieza mediante pulsos breves es la propia malla o fieltro la responsable de la retención o captura de polvo/particulado. En el caso de los filtros de mangas de limpieza mecánica, el desprendimiento del particulado se realiza mediante sacudido relativamente vigoroso lo cual conspira contra la vida útil de las mangas. En los filtros de mangas de ciclo reverso, se invierte cíclicamente la dirección del flujo dando lugar a una operación más suave. La limpieza de los filtros de mangas mediante pulsos breves se realiza mediante bruscos golpes o shocks de aire que imprimen una onda sinusoidal a la manga, no solamente ocasionando el desprendimiento de particulado sino dando lugar a una nueva estructura/capa residual. En general las velocidades de trabajo de los filtros de limpieza mediante pulsos son aproximadamente el doble del empleado en los filtros de mangas de sacudido periódico y los filtros de mangas de ciclo reverso. Si bien esto naturalmente ocasiona una economía inicial en lo que respecta a la inversión en bienes de capital, el costo operativo/energético derivado del empleo de aire comprimido (e.g. entre 0.03 y 0.1 segundos de aire entre 60 y 100 psig) requerido para limpieza puede igual o superar el monto involucrado en el soplador principal que impulsa o induce la fase gas a filtrar. Tanto los filtros de mangas de sacudido periódico como los filtros de mangas de ciclo reverso tienden a emplear mayoritariamente telas o tejidos/hilados filtrantes, i.e. se percibe una clara textura ordenada. En el caso de los filtros de mangas de limpieza mediante pulsos breves usualmente se emplea fieltros, esto es, fibrillas prensadas formando una manta soportada por un tejido de sostén abierto, configurando en general estructuras “sandwich” más robustas, otra propiedad que permite trabajar en los rangos de velocidades característicamente mayores de dicha alternativa. Existe una enorme variedad de materiales de construcción: polipropileno, polyester, poliamida, ryton, nomex, ptfe, teflon, PET, fibra de vidrio. En cuanto a ventajas de la tecnología de filtros de mangas, puede decirse que configuran una alternativa de filtros fase gas con excelentes niveles de captura/eficiencia, son relativamente insensibles a fluctuaciones en las condiciones de la alimentación o carga, no presentan usualmente problemas de corrosión (cuidando operar por encima del punto de rocío), la operación es sencilla y no se requieren altos voltajes. Los filtros de mangas pueden no ser aconsejables en entornos con particulado extremadamente adhesivo (e.g. plantas de galvanizado), aceitoso, o viscoso. En algunos casos concentraciones de polvo/particulado,e.g. cercanas a 50 g/m3, pueden ocasionar riesgos de explosión o incendio. Si bien el dimensionamiento de los filtros de mangas está prácticamente automatizado, a los efectos ilustrativos es posible obtener manualmente un estimativo de escala u orden de magnitud. Para el caso de un filtro de mangas de pulsos podemos obtener una idea de la velocidad nominal V a emplear mediante la siguiente formula genérica: V = 2.878 * A * B * T^-0.2335 * L^-0.06021 * (0.7471+0.0853 Ln D) siendo A = un factor entre 15 (tabaco, harina, grano, aserrín) hasta 6 (carbón activado, negro humo, detergentes, leche en polvo, jabones) B = un factor asociado al servicio que deba cumplirse, e.g.: conveying, venteo, proceso entre 1 y 0.8 L = carga de particulado, e.g. 4 gr/cu.ft., (= 9153 mg/m3) T = temperatura, °F D = diámetro medio del particulado, e.g. 7 µ Típicamente la caída de presión oscila entre 4 to 10 pulgadas de columna de agua, aproximadamente entre 4” y 8” c.a. para ciclo reverso y entre 3” y 6” c.a. para filtros de mangas de limpieza por pulsos. FUNDAMENTOS torres lavadoras de tipo venturi Las torres lavadoras de tipo venturi permiten un alto grado de remoción de particulado, aún en diámetros de partículas menores, e.g. 2-3 µ, si bien con un consiguiente aumento de requerimientos energéticos. A los efectos conceptuales podemos momentáneamente proponer la estimación de energía requerida para digamos el 90% de captura, la siguiente simplifcación: DeltaP (pulgadas c.a.) = 15” / diámetro en µ Así por ejemplo, retener particulado de diámetro 0.5 µ involucraría ca. 30” c.a. Obviamente en muchos casos una remoción del 90% es insuficiente. A los efectos de alcanzar una remoción de 95% debería operarse en torno a 60” c.a. En los lavadores de gases de tipo venturi, la corriente gaseosa conteniendo las partículas es acelerada hacia una sección central, de paso variable o fijo, punto en el cual el gas toma contacto con el líquido limpiante (simultáneamente absorbente en el caso de lavado de gas aunque con poco tiempo de contacto para condigurar una real alternativa de lavado). De dicho contacto, el líquido lavador es atomizado finamente en gotas, e.g. 80-100µ, que atrapan el particulado con una gran eficiencia. Al desacelerarse estas gotas a su vez coalescen dando lugar a formaciones mayores que pueden dirigidas a la zona de captura sea una sección de sedimentación o, típicamente, un separador ciclónico. La caída de presión a través del paso del venturi es una medida de la energía necesaria para llevar a cabo la operación de limpieza o captura. Cuanto mayor sea la caída de presión, mayor será la eficiencia de captura pero también mayor serán los BHP necesaros para operar el sistema.. Para acomodar caudales de gas extremadamente variables puede emplearse orificios de apertura o paso variable aunque en general se considera preferentemente el empleo de unidades de apertura fija, esto es, asociadas con un caudal primariamente uniforme. Dentro de las ventajas de las torres lavadoras de tipo venturi podemos mencionar relativa compacidad del equipamiento, posibilidad de depurar flujos gaseoso de particulado adhesivo, ausencia de problemas de particulado secundario en el manejo, y relativamente bajo costo. Dentro de los inconvenientes de las torres lavadoras de tipo venturi pueden mencionarse la transferencia de un problema de fase gas a un problema de fase líquida, i.e. necesidad de lidiar con el efluente de la torre lavadora; aumento en las instancias de corrosión; costos de mantenimiento relativamente altos; acumulación de sólidos; generación de plumas de vapor; problemas de opacidad; recuperación de producto en condiciones húmedas, i.e. admisible o no por los operadores de planta. Debido al poco tiempo de contacto ofrecido por las torres lavadoras de tipo venturi, su aplicación es mayoritariamente para remoción de particulado. Si bien es posible el lavado de gases ácidos, en general las eficiencias son demasiado bajas por lo que frecuentemente se especifica instalar a posteriori una torre lavadora de tipo contra-corriente, esto es, resolviendo el problema dual, i.e. alta remoción de gases ácidos y baja remoción de particulado. En algunos casos, contados, puede especificarse un tandem de torres lavadoras de tipo venturi, i.e. dos unidades en serie, probablemente con el auxilio de inyección adicional, e.g. vapor. El dimensionamiento de una torre lavadora de tipo venturi puede llevarse a cabo aceptablemente mediante un siguiente procedimiento paso a paso, desarrollado por el esfuerzo conjunto de Yung, Calvert et al, e idealmente asisitido por algún tipo de planilla electrónica:
Siendo Pt = 1/ e^(B*(4*Kpg+4.2-5.02*Kpg^0.5*(1+0.7/Kpg)*
ArcTan((Kpg/0.7)^0.5))/(Kpg+0.7)) El empleo reiterado de la secuencia anterior para los distintos diámetros de particulado permite el graficado de curvas de remoción/eficiencia, como a continuación.
Se ha visto que este modelo, denominado de paso infinito, tiene muy buena correlación con datos de operación de unidades lavadoras de tipo venturi a escala real. Afortunadamente es también posible obtener una buena aproximación de la pérdida de carga asociada. Si bien incluímos a continuación diversas fórmulas para la estimación de la caída de presión , desarrollaremos ilustraciones paso a paso para el caso de una agroindustria en la sección de Aplicaciones: DeltaP = 8.24 * Vg^2 * L/G / 10^4 (SI) DeltaP = 4.0 * Vg^2 * L/G / 10^5 (IP) DeltaP = Vg^2 * RoL * QL / Qg A los efectos de verificación de los cálculos podremos comparar cualquier resultado con una base conocida, e.g. estimación de energía requerida para digamos el 90% de captura, la siguiente simplifcación: DeltaP (pulgadas c.a.) = 15” / diámetro en µ Así por ejemplo, retener particulado de diámetro 0.5 µ involucraría ca. 30” c.a. Obviamente en muchos casos una remoción del 90% es insuficiente. A los efectos de alcanzar una remoción de 95% debería operarse en torno a 60” c.a.
FUNDAMENTOS precipitadores electrostáticos El principio de funcionamiento de los denominados precipitadores electrostáticos, en tanto colectores de particulado, es relativamente sencillo. Básicamente se trata de un proceso en dos etapas:
La etapa de carga es notoriamente más ágil por lo que el dimensionado del precipitador electrostático está determinado en gran parte por la segunda etapa, i.e. colección en placas o paneles de polaridad opuesta, que mediante mecanismos de percusión logran el desprendimiento del particulado Dentro de los problemas operativos que se nos pueden plantear puede estar relacionados con la denominada resistividad, una medida de la resistencia de una particular determinada en intercambiar carga, esto es aceptar o ceder dicha carga. En los casos de alta resistividad encontraremos una gran oposición en el traslado de la carga eléctrica. Por otro lado el particulado se adhiere demasiado a las placas o paneles, dificultando el retiro del material captado. En los casos de baja resistividad, el particulado asume fácilmente la carga electrostática pero lamentablemente también la pierde con la misma facilidad lo cual anula el mecanismo de captura volviendo al seno del fluído sin ser retenido continuando su camino. Esta situación puede ser encontrada en las fracciones de carbono incombusto en ceniza y negro humo.Existen por lo menos dos formulaciones muy tradicionales para el dimensionamiento de precipitadores electrostáticos, a saber: 1. ecuación de Deutsch Anderson eficiencia = 1 - exp – (w*A/Q) 2. modificaciones de la anterior, e.g. ecuación de Matts-Ohnfeldt P = 1 – eficiencia = exp – (w * A / Q)^k Siendo w = velocidad de migración/desplazamiento, i.e. velocidad a la cual una particular una vez cargada migra hacia la placa de colección. Históricamente la ecuación de Deutsch Anderson ha sido muy importante aunque sin embargo implica un número de omisiones importantes, a saber:
Los distintos fabricantes y especialistas han propuesto correcciones de distinto tipo, por ejemplo el empleo de tasas de precipitación efectiva según históricos, o bien disminuir la eficiencia estimada empleando, como Matts-Ohnfeldt, afectando en la formula original de Deutsch Andersen un factor k de “de-rating”, típicamente entre 0.4 y 0.6 Definiciones históricamente muy importantes asociadas con una configuración de precipitador electrostático incluyen por ejempl el área colectora específica, definida como: SCA = área colectora específica = área colectora / caudal fase gase e.g. m2 placa por m3/h fase gas Mediante el uso de multiplicadores convenientes, dependiendo del espaciamente entre placas, puede vincularse o derivarse en el dimensionamiento el tiempo de tratamiento, criterio de diseño que de alguna manera homogeiniza el comparativo entre distintas unidades con “igual” SCA pero espaciamientos interplacas diferentes. Al igual que en los otros procesos de filtrado fase gas, existen modelos de cálculo que permiten estimar dimensionamientos preliminares dentro de +/- 20%. De todas maneras, pueden emplearse las formulas mencionadas a efectos de lograr pautas o dimensionamientos de tipo orden de magnitud. Típicamente, la ecuación correctora de Matts-Ohnfeldt resultará en diseños más conservadores que la ecuación de Deutsch-Anderson, y con mucha mayor probabilidad de predecir razonablemente el funcionamiento real de la unidad. Como ocurre con las alternativas mencionadas anteriormente, la elección de la tecnología apropiada es una verdadera especialidad. Esto es especialmente importante al producirse cambios tecnológicos o de proceso dentro de las propias plantas o fábricas. A modo de ejemplo, es notoria la tendencia en plantas de pulpa/Kraft de operar con licores con mayores concentraciones de sólidos, e.g. aumentando de 60 a 65% o incluso más. Esto ocasiona una mayor propensión en la emisión de partículas submicrónicas, lo cual dificulta aún más el diseño, aplicación y operación de precipitadores electrostáticos. De todas maneras, y por completitud, al igual que para los otros tipos de filtro fase gas, incluímos ejemplos numéricos de dimensionamiento de precipitadores electrostáticos en la sección de Aplicaciones.
|
Ciclón
Ciclones
Filtros de Mangas
Venturi
Torre Lavadora
Precipitador Electrostático
|
||||
| PocketGoogle - La Mejor Manera de Usar Nuestra Colección! | |||||
| www.pretratamiento.com - www.filtroprensa.com - www.floculadores.com - www.biofiltros.com | |||||
| www.relllenosanitario.com - www.incineradores.com | |||||
| www.CondensadoresEvaporativos.com - www.TorresDeEnfriamiento.com | |||||
|
www.VirtualGuild.Net
- www.respirometros.com
|
|||||
|
|
|||||