
www.RellenosEvaporativos.com
rellenos y empaques fundamentos y aplicaciones





Fundamentos
|
|
|
||||||||
|
www.RellenosEvaporativos.com
|
|||||||||
|
rellenos y empaques fundamentos y aplicaciones |
|||||||||
|
|
|
|
|
|
|||||
| |
|||||||||
|
|
|||||||||
|
|
Fundamentos |
|
|||||||
|
|
|||||
|
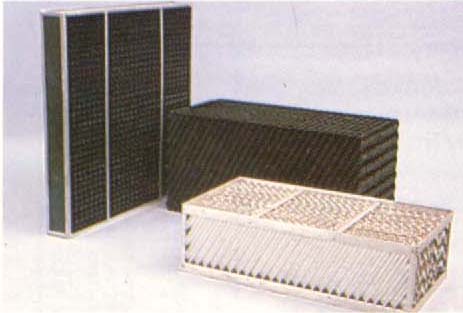
Tanto en el contexto contemporáneo de enfriamiento evaporativo, i.e. torres de enfriamiento de agua, como tratamiento biológico con soporte físico, i.e. filtros biológicos, sucesores evolucionados de los clásicos filtros percoladores, el material de los rellenos o empaques está constituído esencialmente por finas placas o láminas usualmente de plástico, ensambladas de tal manera de conformar módulos o paneles en geometrías habitualmente prismáticas, e.g. pequeños bloques de dimensiones por ejemplo 1.20m * 0.30m * 0.30m. De alguna manera entonces ya estamos restringiendo el contenido de esta presentación a los rellenos de tipo celular o laminar (vs. random vs salpiqueo) en los cuales el líquido a enfriar se distribuye uniformemente, canalizaciones mediante, y forma características y finas películas que escurren sobre la superficie de soporte. Muchas consideraciones, e.g. características o especificaciones constructivas que presentaremos, arbitrariamente en el marco de enfriamiento evaporativo, son igualmente aplicables a contextos en que los rellenos sean empleados en procesos unitarios de tratamiento biológico. La Figura 1. muestra un clásico módulo de relleno en material plástico.
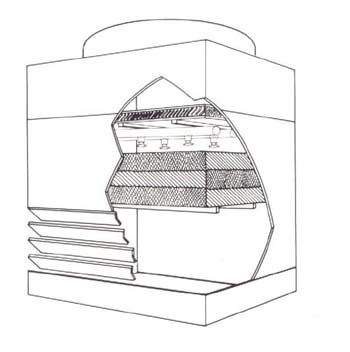
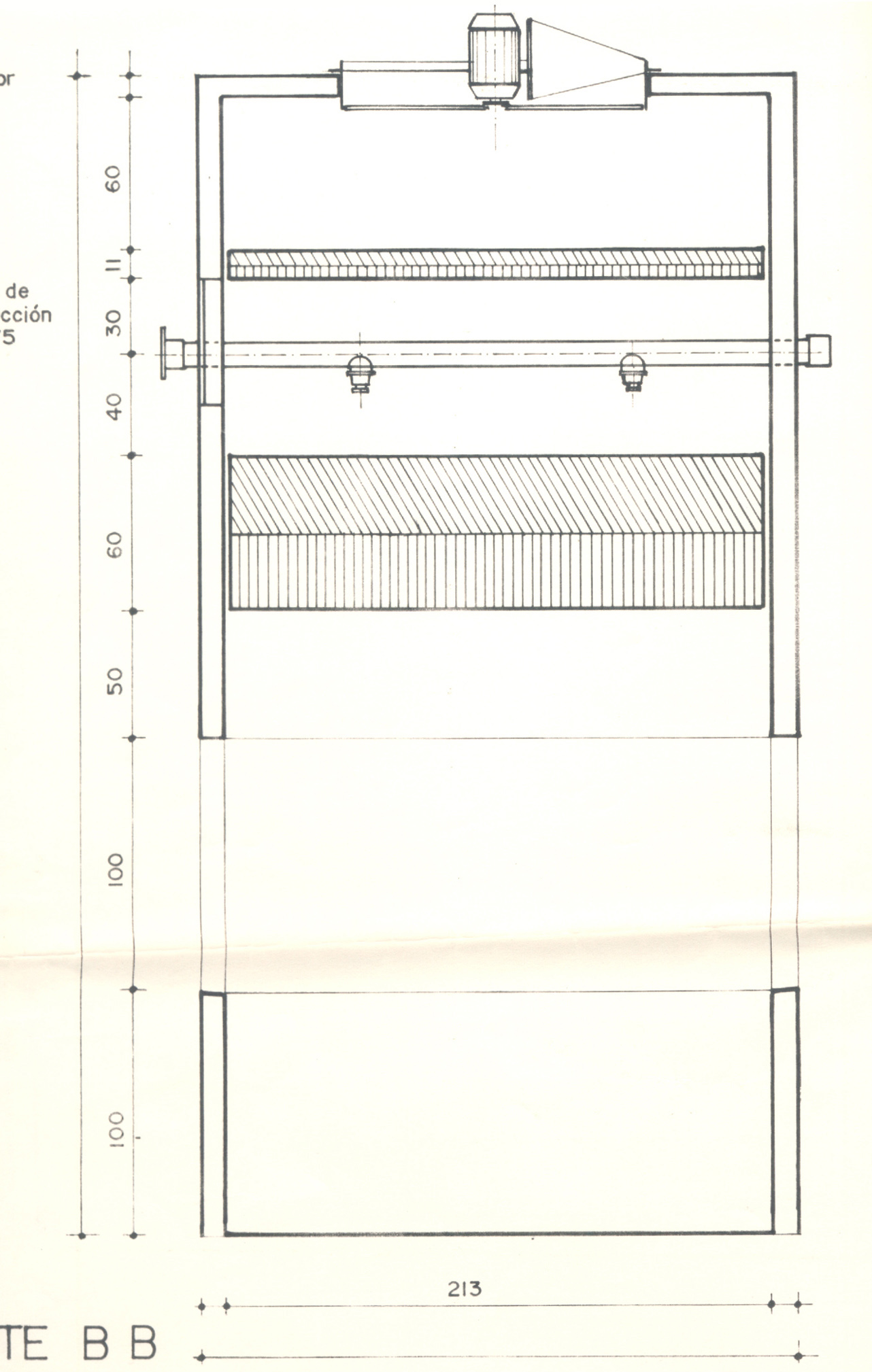
Fig. 1 Módulo de Relleno Laminar Celular También son legítimos acreedores a la denominación de relleno o rellenos la gran variedad de diseños del tipo salpiqueo, e.g. listones de madera, barras de plástico o metal, así como los diseños no estructurados o random, clásicos de los empaques de torres de stripping, destilación, extracción y lavado de gases. Con esta salvedad, y atento a colaborar a la manejabilidad de la información, restringiremos entonces el alcance del material a rellenos laminares, sus aplicaciones más populares y algunas precauciones o pautas de mantenimiento que son importante tener en cuenta para que la operación del sistema sea exitosa. Las siguientes ilustraciones permiten visualizar la localización usual de los rellenos en el contexto de por ejemplo, torres de enfriamiento de tiro inducido, flujo en contracorriente, probablemente hoy en día la configuración más difundida a nivel mundial.
Fig. 2 Fig. 3
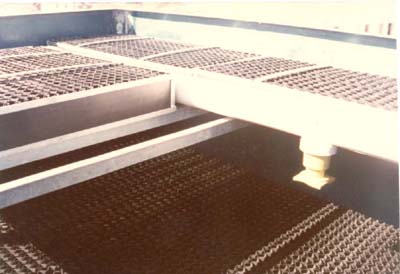
Tanto en el caso de torres de enfriamiento como en filtros biológicos, los rellenos pueden disponerse o adecuarse a prácticamente cualquier geometría, e.g. cilíndrica, simplemente confromando primeramente con paneles de medidas standard y completando el resto con módulos cortados. La Figura 4 muestra un ejemplo de material de relleno muy primitivo, prácticamente consistente en sencillas laminas, apenas onduladas, alojadas simplemente en el interior de una celda de enfriamiento. Nótese también la rusticidad del sistema de distribución, probablemente con densidades de flujo del orden de 4-6 U.S. GPM/sq.ft. Compárese con la Figura 5. de la derecha, pasible de acomodar hidráulicamente densidades de flujo dos veces mayor, ie. 8-12.5 U.S. GPM/sq.ft.
Fig. 4 Fig. 5 Claramente puede visualizarse la poca posibilidad de este tipo de relleno, hoy totalmente obsoleto, de fomentar o inducir un nivel importante de autodistribución de líquido una vez que este ingresa en la capa de relleno, haciéndolo extremadamente dependiente de un sistema de distribución no menos que inmaculado para lograr los resultados previstos. Un poco con el objetivo de intoducir esta característica fundamental hasta el día de hoy, i.e. óptimas propiedades de distribución o autocorreción inherente o intrínseca del direccionado del flujo, se incorporaron diseños de láminas o placas para lograr diversas conformaciones, e.g. cellular, tubular, panal de abeja. Así fué como, a grosso modo, un siguiente paso consistió en formar o plegar el material en láminas o placas bastante más, como puede verse en la lámina lisa de la Figura 6.
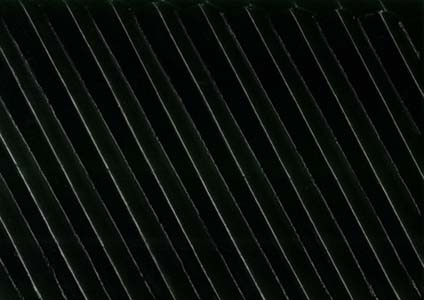
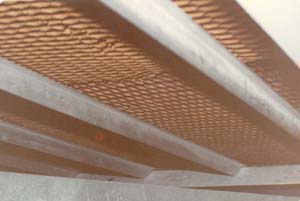
Fig. 6 Lámina en PP (lisa)
Más allá de mejoras introducidas por distintos fabricantes, estas sencillas láminas o placas, ensambladas en orientaciones de forma alternativa, prácticamente dieron lugar al diseño definitivo prevalente hoy en día a nivel mundial. Las siguientes figuras 6 y 7 procuran ejemplificar la gran cantidad de variantes posibles. Fig. 6 Fig. 7 Como puede verse en las ilustraciones existe una gran variedad de alternativas para los materiales de construcción. Entre los más tradicionales podemos mencionar formulaciones de PVC, poliestireno, polipropileno, ABS, aluminio, acero inoxidable. Puede pensarse para aplicaciones muy selectivas el empleo de otros materials, como ser cerámica o incluso madera. La Figura 8. muestra una lámina termoformada en polipropileno, material relativamente difícil de trabajar y mecánicamente “blando”, al cual se le han intencionalmente incorporado rugosidades o microesctructuras en forma de microcanales de manera de aumentar las propiedades mecánicas de las láminas.
Fig. 8 Lámina en PP reforzado con microcanales Los métodos de fabricación más comunes incluyen previa extrusión o calandrado y posterior termoformado al vacío, sea en lotes con bastidores fijos o sistemas continuos, en ciertos casos asistidos por contrapresión. A partir de las láminas o placas ya termoformadas se ensamblan los módulos, paneles o paquetes de dimensiones requeridas según la aplicación. Si bien han existido y existen esfuerzos para poder prescindir de adhesivos o solventes para la vinculación de las láminas, en algunos casos, tal vez por desafortunada desinformación, módulos originalmente previstos para ser vinculados de esta manera terminan siendo instalados sin ensamblar ($$$) lo cual tristementee termina con cosas como ilustra la figura 9.
Fig. 9 La sola vinculación mecánica, intencional o no, puede ser infeliz ... El termoformado de algunos rellenos de tipo laminar incluyen además de las canalizaciones en valles y crestas un número de formas cónicas, salientes, que en muchos casos simplemente sirven como una ayuda o “guía” en el armado y no una efectiva forma de vinculación/encastre de las láminas o placas. En algunos casos puede pensarse en alojar el haz de láminas en bastidores o marcos, sea en prfv o hierro galvanizado, lo cual permite una medida extra, de así desearse, de llevar a cabo un fácil desarme y mantenimiento de los módulos, en por ejemplo contextos especiales, e.g. presencia de constitutivos problemáticos, e.g. sólidos suspendidos, presencia de aceite. La motivación para una tal estrategia es, especialmente en instalaciones pequeñas, poder operar con rellenos estructurados. El empleo de una alternativa de rellenos tipo salpiqueo podría involucrar alturas (y por consiguiente estructuras $$$) típicamente diez (10) veces mayores que con un relleno industrial compacto. Si tomamos como ejemplo un sencillo anillo de Raschig de 2” que ofrecería aproximadamente una superficie de intercambio de 157 m2/m3, la gama de rellenos celulares o laminares disponibles hoy en día puede ofrecer densidades entre poco más de 100 m2/m3 hasta casi 400 m2/m3. La construcción de los módulos o paneles es esencialmente autoportante por lo que la estructura interna necesaria es extremadamente sencilla como puede verse en la Figura 10.
Fig. 10 Soportes Al igual que las distintas aperturas o amplitudes de onda posibles en el termoformado celular,( e.g. 12mm, 19mm, 27mm), más variantes tubulares, las laminas o placas pueden tener ser de una variedad “considerable” de espesores, con disponibilidades de material a partir de 200 µ hasta 1.5mm, de así requerirlo. Con esta tercera consideración o especificación, i.e. espesor de lámina, la correcta evaluación de distintos rellenos puede fácilmente convertirse en un pequeño dolor de cabeza para los profesionales o encargados de compras no familiarizados. En efecto, suponiendo disponer de variantes en los [por lo menos] cinco materiales distintos, a los cuales pueden estar asociadas por lo menos otras cinco densidades en superficie de intercambio, y agregando ahora otras cinco posibilidades en lo referente a espesor, la cantidad de configuraciones de m3 de relleno a comparar es simplemente inmanejable: 5 variantes de material * 5 variantes de densidad * 5 variantes de espesor= 125 posibilidades La "regla de los tres cincos" en realidad es aún una simplificación de las combinaciones posibles. A nuestro criterio, y si bien no hemos hecho consideraciones de incluír rellenos tubulares, salpiqueo, reticular inyectado, francamente la mejor selección del material a emplear deberá fundamentalmente orientarse según las sencillas y honestas pautas de un proveedor de confianza y ajustarse a las recomendaciones asociadas al empleo del material seleccionado para el servicio especificado. Aún el peso en seco del material a suministrar es un criterio o medida demasiado imperfecta, pudiendo variar fácilmente desde poco menos de 30 kg/m3 hasta superar fácilmente 70 kg/m3.
|
|
||||
|
|
|||||
| www.TorresDeEnfriamiento.com - www.CondensadoresEvaporativos.com | |||||
| www.LodosActivados.com | |||||
| www.filtroprensa.com - www.floculadores.com - www.pretratamiento.com - www.biofiltros.com | |||||
| www.rellenosanitario.com - www.incineradores.com | |||||
|
www.respirometros.com - www.Tratabilidad.com - www.Enfriamiento.com
|
|||||